SANBOX HB – IBO pumping station
Purpose:
The SANBOX HB pumping station by IBO is a modern and reliable solution for lifting and transporting gray sewage and rainwater in situations where it is not possible to discharge it by gravity. It is intended for under-floor or free-standing installation in residential buildings, multi-family buildings and small commercial facilities.
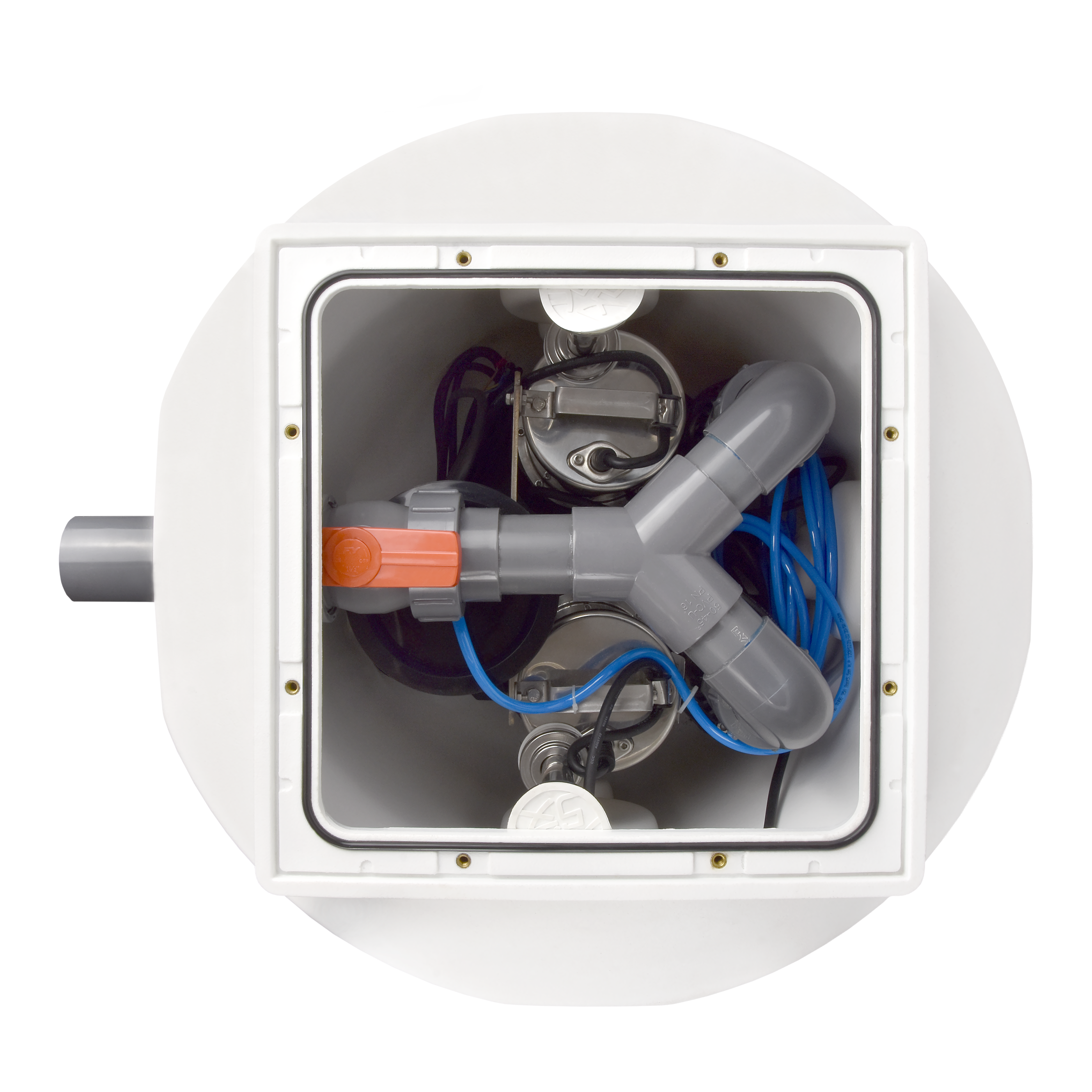
Pumping station SANBOX HB is delivered as a complete tank, ready for under-floor installation 150 years, equipped with 2 single-phase pumps, PVC fittings (return valves and shut-off valve) and the controller SANBOX, to which the power cables of the pumps and the air conduit of the sewage level sensor should be connected.
The most important features of SANBOX HB:
- Possibility of collecting and pumping sewage without feces.
- A modern stainless steel cover with an aesthetic appearance and a load capacity of up to 150 kg (can act as a 35x35 cm sewage grate).
- High quality two Submersible pumps made of AISI 304 stainless steel, oil-cooled, ensuring quiet and failure-free operation.
- Free passage of particles with a diameter of up to 25 mm - ideal for gray sewage, rainwater, drainage of flat surfaces and collections from the kitchen, laundry room or SPA.
- Advanced sewage level control using electronic pressure sensors (pressure switch 0-10 kPA) with the possibility of network operation, remote control and alarm diagnosis.
- Optional automatic reverse rinsing system – effectively prevents dirt from settling on the tank walls.
SANBOX HB scope of delivery:
- PE tank with a capacity of 150 liters
- Square stainless steel cover
- 2 Submersible pumps with engines (VORTEX type)
- 2 check valves
- Drainage and venting set
- Complete controller with electronic pressure switch and level probe
- Standard set of accessories: flexible tubes, sealing rings
- Documentation: user manual, CE declaration
Optional equipment:
- Backwash kit with rotating nozzle and automatic control
SANBOX HB technical data:
| Model |
SANBOX HB 2x750 |
| Engine power |
2 x 0.75 kW |
| Current |
3.1A |
| Max lifting |
12 m |
| Max. performance |
18 m³/h |
| free passage |
25mm |
| Tank capacity |
150 liters |
| Weight |
65kg |
| Protection class |
IP68 |
| Engine cooling |
Oil |
| Working mode |
S1 (continuous operation) |
| Discharge port |
1x d63 (horizontal) |
| Venting |
1x d50 |
| Cable gland |
1x d50 |
| Inlet connections |
3x d110 |
| Inlet connections |
3x d50 |
Materials:
-
Tank: PE (polyethylene)
-
Motor housing: AISI 304 stainless steel
-
Rotor: Cast iron
-
Motor shaft: AISI 304 stainless steel
-
Oil chamber: Cast iron
-
Sealing: NBR, SiC mechanical seal
-
Check valves: Fiberglass composite
-
Connectors: AISI 304 stainless steel
-
Dimensions: 620/540/550 mm
Benefits of choosing SANBOX HB:
- Reliable drainage of gray and rainwater
- Quiet and safe operation thanks to oil-cooled pumps
- Possibility of remote control and monitoring
- Solid construction and modern design
- Optional rinsing system keeps the tank clean
Pumping stations SANBOX HB IBO brand is a reliable and functional solution created for demanding users. They ensure comfort and safety in everyday use. Please note that SANBOX HB it is not intended for draining sewage from toilets.
Pumping station tank with capacity 150 liters allows connection of up to 3 D110 gravity stubs and up to 3 D50 gravity stubs. Additionally, it has a D50 mm vent and a D63 mm discharge port.
The level of sewage in the tank is controlled by electronic pressure sensors, which ensure precise and reliable monitoring. Advanced pumping station controller SANBOX HB enables not only network operation, but also remote control and alarm diagnostics, increasing the convenience and safety of use.
Intelligent SANBOX HB controller – advanced management of sewage pumping station operation
Intelligent controller SANBOX used in pumping stations SANBOX HB enables comprehensive monitoring and automatic pumping of sewage through precise control of the liquid level in the pumping station tank. The measurement system is based on electronic air pressure sensor, which sends a signal to the controller, enabling accurate determination of the current sewage level.
The controller allows the user to smoothly adjust key operating parameters, such as:
-
Working fluid level (turning on the pumps)
-
Retaining fluid level (turning off pumps)
- Additional settings adapted to local conditions
This makes it possible to precisely adapt the system operation to the requirements of a specific application, ensuring reliability and full automation of liquid level management and the operation of pump motors.
Driver SANBOX HB is equipped with a number of advanced features that increase safety and comfort of use:
-
WiFi module enabling remote monitoring and control
- Water leak detection module
- Optional automatic tank backwash module
The alarm system automatically informs about critical states such as:
- High liquid level in the tank
- Engine running dry
- Engine failure or safe operating parameters exceeded
The controller also has:
- Motor current monitoring system
- Engine temperature monitoring system
-
Safety circuit with delayed switching on and off
All this guarantees safe and failure-free operation of the pumping station even in demanding conditions.
The device is operated and configured using an intuitive interface resistive touch screen, which displays all system parameters and functions. Each setting is saved in memory, so that after restarting the pumping station automatically resumes operation in accordance with the last configuration.
Additionally, the controller automatically records and saves a history of errors and events, which can be viewed at any time on the touch screen, which greatly facilitates system diagnostics and servicing.